R&D
JINSUNG C&I는 끊임없는
연구개발로 산업을 선도합니다.
연구개발로 산업을 선도합니다.

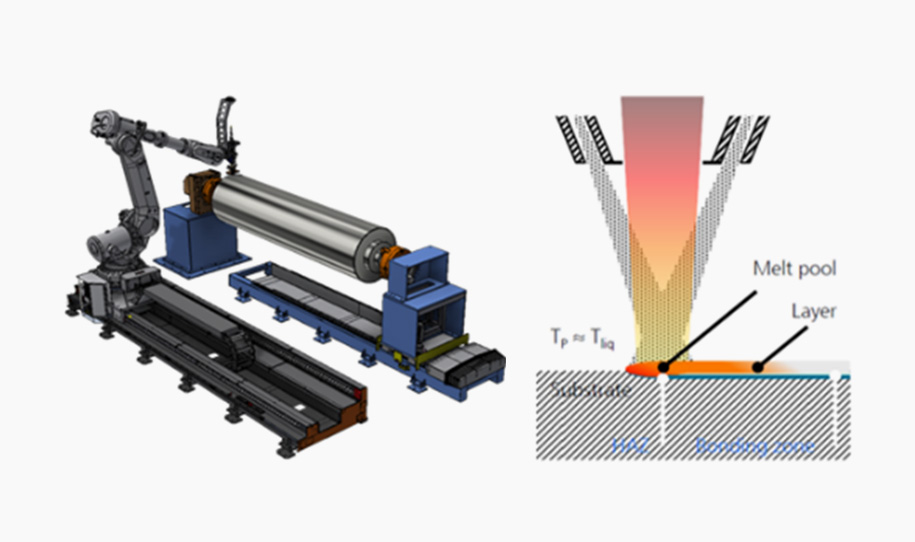
L/C (Laser Cladding)
국내 최초 / 최대 20kW급 고출력 다이오드 Laser를 열원으로 내마모, 내부식, 내열성이 우수한 금속
분말을 용융시켜 모재와 금속학적 결합을 하여, 코팅층을 확보하는 기술
분말을 용융시켜 모재와 금속학적 결합을 하여, 코팅층을 확보하는 기술
기존의 SAW-hardingfacing의 열변형과 과다한 희석문제를 최소화 하고,
용사&퓨징 (Thermal Spray & Fusing)의 박리문제와, 코팅층 두께 조절의 한계를 극복함.
용사&퓨징 (Thermal Spray & Fusing)의 박리문제와, 코팅층 두께 조절의 한계를 극복함.

공법비교
| 구분 | L/C | SAW | 자용성 용사 | |
|---|---|---|---|---|
| 01 | 열원 | Laser | Arc | Flame |
| 02 | 희석율 | 3 ~ 10% | 30 ~ 60% | 0% |
| 03 | 결합 강도(Mpa) | ≤ 600 | ← | ≤ 250 |
| 04 | 결합형태 | 금속결합 | ← | 확산접합 |
| 05 | 단층 육성높이 | 0.3 ~ 3.0mm | 2.0 ~ 4.0mm (얇은 적층 불가) | 0.1~1.5mm (두꺼운 적층불가) |
| 06 | 열변형 | Good | Bad | Good |
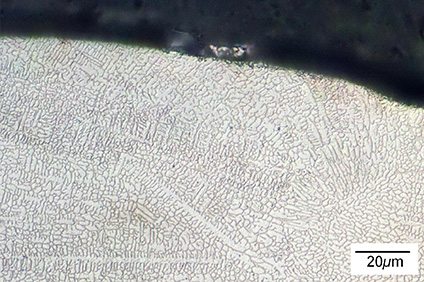
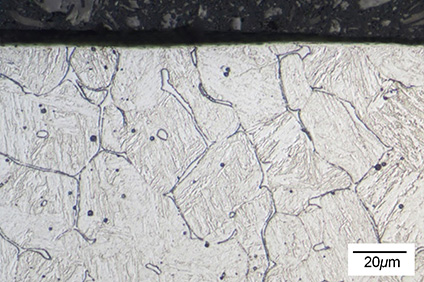
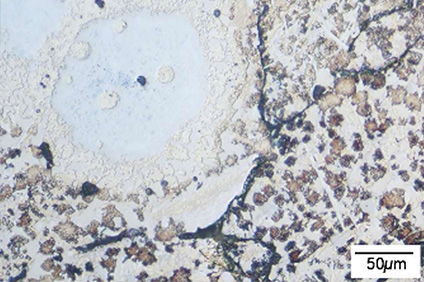
| 07 | 공법특성 | Spalling 불량이 없는 고기능성 소재 적층, 빠른 냉각 속도로 인한 치밀한 미세조직 형성 (기계적 특성 ↑) | 수리 작업 시 수축으로 인한 변형을 동반하나, 가장 경제성 있는 육성 수리 공법 | 고온 내마모, 내부식 성능이 뛰어난 Ni계 자용성 합금 코팅이 가능하나 확산접합 공법으로 낮은 접합력에 의해 돌발적인 Spalling 불량 발생 가능성 높음 |
| 08 | 공법 및 조직사진 |



|
||
대외활동
2023.10 금속재료학회 춘계 학술대회
구두발표 : HPDDL + SAW 복합적층제조법으로 제작된 연속주조 가이드롤 내구수명 향상연구
포스터발표 : HPDDL+SAW 복합적층제조법으로 제작된 연속주조 가이드롤의 사용 후 현상연구
포스터발표 : HPDDL+SAW 복합적층제조법으로 제작된 연속주조 가이드롤의 사용 후 현상연구
2023.04 금속재료학회 춘계 학술대회
Comparative Analysis of the HPDDL and SAW Cladding by Fe-based alloy
of Continuous Caster Rolls
2022. KIMS TECHFAIR 부스발표
KIMS Techfair
2019. 현대제철 TECH SHOW
Laser Cladding
특허실적
특허출원
연속주조 설비용 가이드 롤의 제조방법
10-2023-0027293
2023.02.28
특허실용
연속주조기의 지지롤
1018878730000
2018.08.07
디자인
연속주조기용 지지롤
3009369140000
2017.12.19
특허실용
유도가열코일을 이용한 링 플랜지 열처리장치
1011939610000
2012.10.17
특허실용
보일러용 다중 유도 가열장치
1011442420000
2012.05.02
특허실용
보일러용 다중 유도 가열장치
1010801080000
2011.10.31
특허실용
핀 홀 가공용 자동 드릴링 머신
10089226700000
2009.04.01
특허실용
유도가열에 의한 후판의 연속 열처리 방법 및 장치
1006945590000
2007.03.07
대구공장
제철산업설비 및 롤
창원공장
핀 & 샤프트
(주)동아
볼트 & 소재